Sao Nam Tronics




Danh mục sản phẩm
Hỗ trợ trực tuyến
 Hotline hỗ trợ
Hotline hỗ trợ0983.872877 Mr Sơn
Email liên hệ:
sn@saonam.pro.vn


Kỹ năng vận hành máy hàn bấm
Hàn điểm ư, nó là quá đơn giản, có gì mà khó, nói vậy chắc có gì đó sai rồi.
Nói thật với các bạn, những chi tiết nhỏ cho một hàng hóa xuất khẩu đòi hỏi những bộ tiêu chuẩn khắt khe, như về màu sắc, hình dạng vũng hàn, qua kiểm tra phá hủy không gãy v.v.v...
Các kỹ sư nhà máy cần gì nhỉ, chắc chắn là kiến thức về quy trình hàn điểm và cả kiến thức về nhiệt luyện kim loại.
Viết bài này không phải PR cho bộ Control Panasonic madein ChoLon, nhược điểm lớn nhất là bộ biến áp nguồn nhiều lúc online liên tục 24/24 nên rất nóng, nguy cơ cháy cao. Lan man chút, bây giờ đi vào các vấn đề chính.
Thiết lập các thông số của quy trình hàn bấm
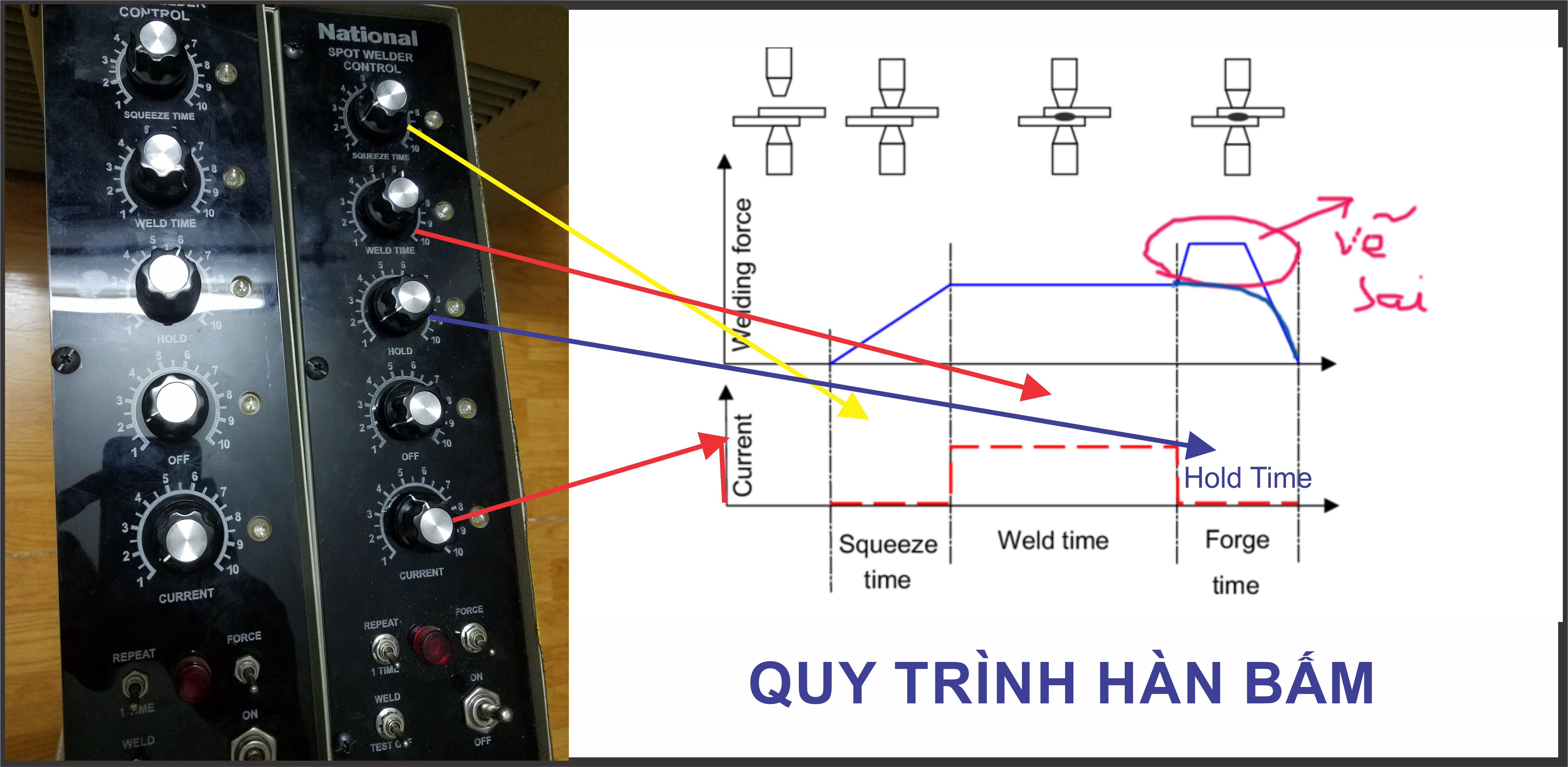
Hình 1: Các nút chức năng dùng để thiết lập thông số một quy trình hàn bấm
Giải thích các chức năng cơ bản, nó giống nhau trong hầu hết các bộ điều khiển:
1. Squeeze time: (Xác định thời điểm xuất dòng hàn) là nút điều chỉnh thời gian bắt đầu cây Ben đưa điện cực hàn ép xuống phôi đến lúc xuất hiện dòng hàn, nên điều chỉnh sao cho lực ép đạt tối đa, lúc đó tín hiệu mở dòng xuất hiện.
2. Weld time: (Xác định khoảng thời gian xuất tín hiệu dòng hàn). Nhiệt độ cao rồi làm lạnh nhanh tác động lớn đến tính chất vật liệu. Một dòng điện rất lớn đi qua vật liệu, điểm hàn trong vài micro giây, hầu hết nhiệt tập trung tạo một mối hàn và một lượng nhỏ phát tán ra xung quanh tấm kim loại. Độ lớn micro giây còn tùy độ dày vật liệu.
3. Hold time: (Thời gian sau hàn đến khi xả lực Ben). Đây là khoảng thời gian cần thiết để lực ép giữ ổn định và làm nguội mối hàn.
Đa số kỹ sư đọc hiểu nôm na "Hold" là "Giữ" nhưng không biết giữ cái gì. Lúc này, cần đến kiến thức về nhiệt luyện, các quá trình lý hóa diễn ra thế nào. Nếu Hold time quá lớn, nó gây nóng điện cực dẫn đến biến dạng làm tăng điện trở. Về biến đổi lý hóa vật liệu, nhiệt rèn hàn bị làm giảm đột ngột, tổ chức liên kết phân tử bị phá hủy, đồng thời, hàm lượng cabon trong kim loại tăng gây giòn dễ nứt, gãy khi tác động lực. Hình dung quy trình tôi kim loại làm nguội với các phương pháp khác nhau như bằng nước hoặc môi trường khí quyển để so sánh.
4. Off time: Nút này chỉ có tác dụng trong chế độ chạy tự động. Nó quyết định thời gian của một quy trình hàn, các chu kỳ hàn liên tiếp nhau theo độ dài thời gian bạn thiết lập.
5. Current weld: Cái này thì ai cũng biết.
Chất lượng mối hàn chắc chắn liên quan đến quy trình hàn được thiết lập chính xác, ngoài ra còn kể đến hai yếu tố quan trọng nữa là lực ép và mô hình điện cực. Lực ép làm giảm điện trở tiếp xúc để tối đa nhiệt cho mối hàn, khi kim loại nóng chảy, lực ép mở rộng thêm diện tích vũng hàn. Khuôn điện cực phải được thiết kế tăng thiết diện tiếp xúc, kết hợp lực nén để giảm điện trở tiếp xúc.
Cuối cùng, trong thực tế một số phôi có hình dạng hỗn hợp khác nhau không dễ để hàn như hình minh họa cuối, các yếu tố phân bổ mật độ dòng điện, tản nhiệt qua môi trường phải được lưu ý để đảm bảo sự tan chảy vật liệu giữa cặp phôi tương đối như nhau.
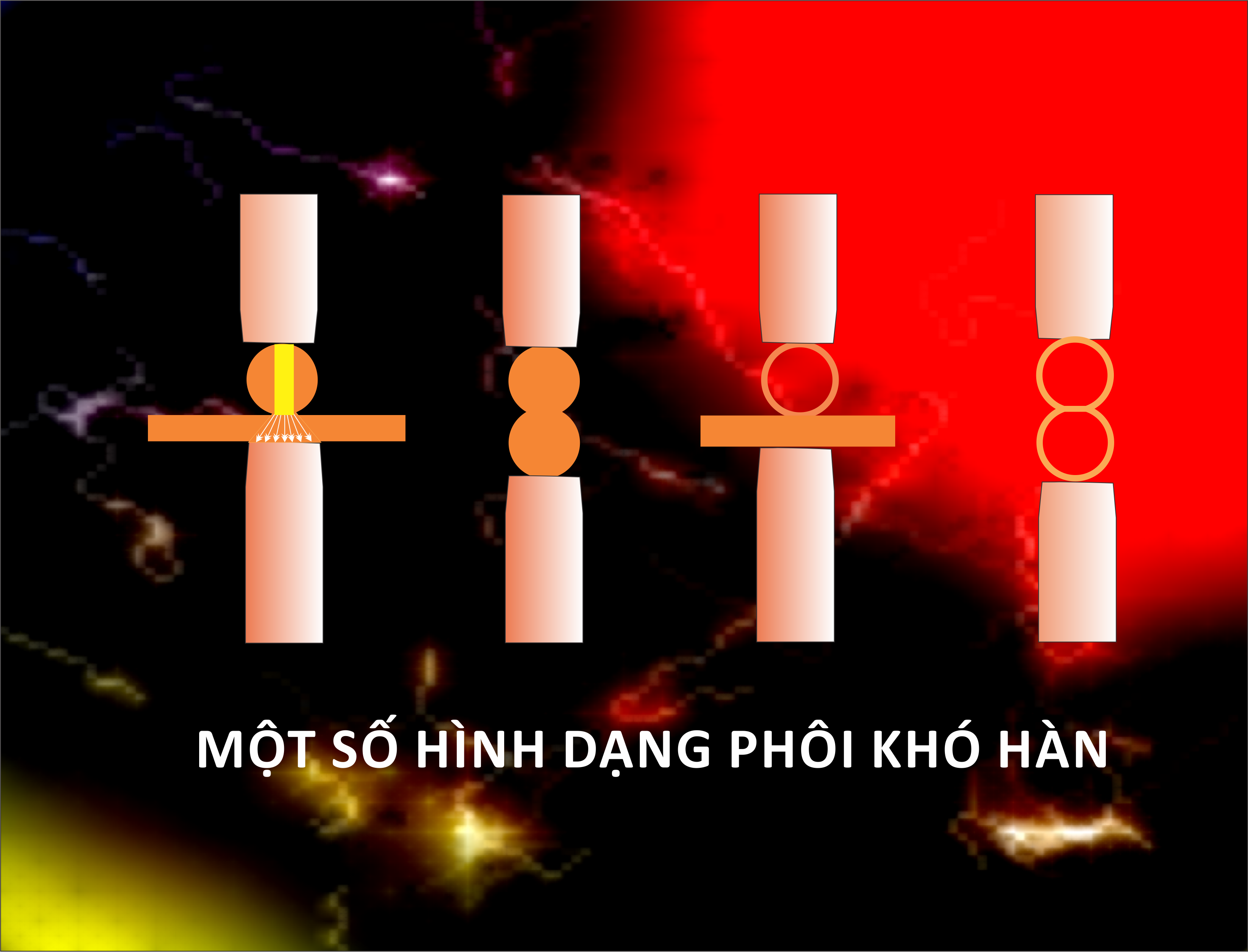
Hình 2. Một số dạng phôi cần thiết lập chính xác các thông số hàn
Xem video hướng dẫn sửa dụng các biến trở chức năng

Tin khác
- Lưu ý quan trọng trong xử lý hệ thống giải nhiệt thiết bị cảm ứng cao tần (19.06.2019)
- Điện áp trên cuộn gia nhiệt cảm ứng (29.01.2019)
- SF-35AB - Induction Heating Manual (02.01.2019)
- Kết tủa cặn bám trong hệ thống tuần hoàn nước giải nhiệt (01.01.2019)
- Cung cấp hiệu quả nguồn gia nhiệt cảm ứng (10.11.2018)













CÔNG TY TNHH SAO NAM TRONICS
Head office: Tầng 1, Tòa nhà Packsimex, 52 Đông Du
Phường Bến Nghé, Quận 1, TP HCM, Việt Nam
Mã số doanh nghiệp: 0316424950
Tài khoản ngân hàng : 1015 9222092 NH VCB
Xưởng sửa chữa thiết bị:
32/3 An Phú Đông 9, P. An Phú Đông, Q.12, TP HCM
Email: sn@saonam.pro.vn
HP: 0983 872 877 - Mr Sơn